The Material Science Behind PE1000: Why Molecular Structure Determines Barrel Performance
The Question Behind the Spec Sheet
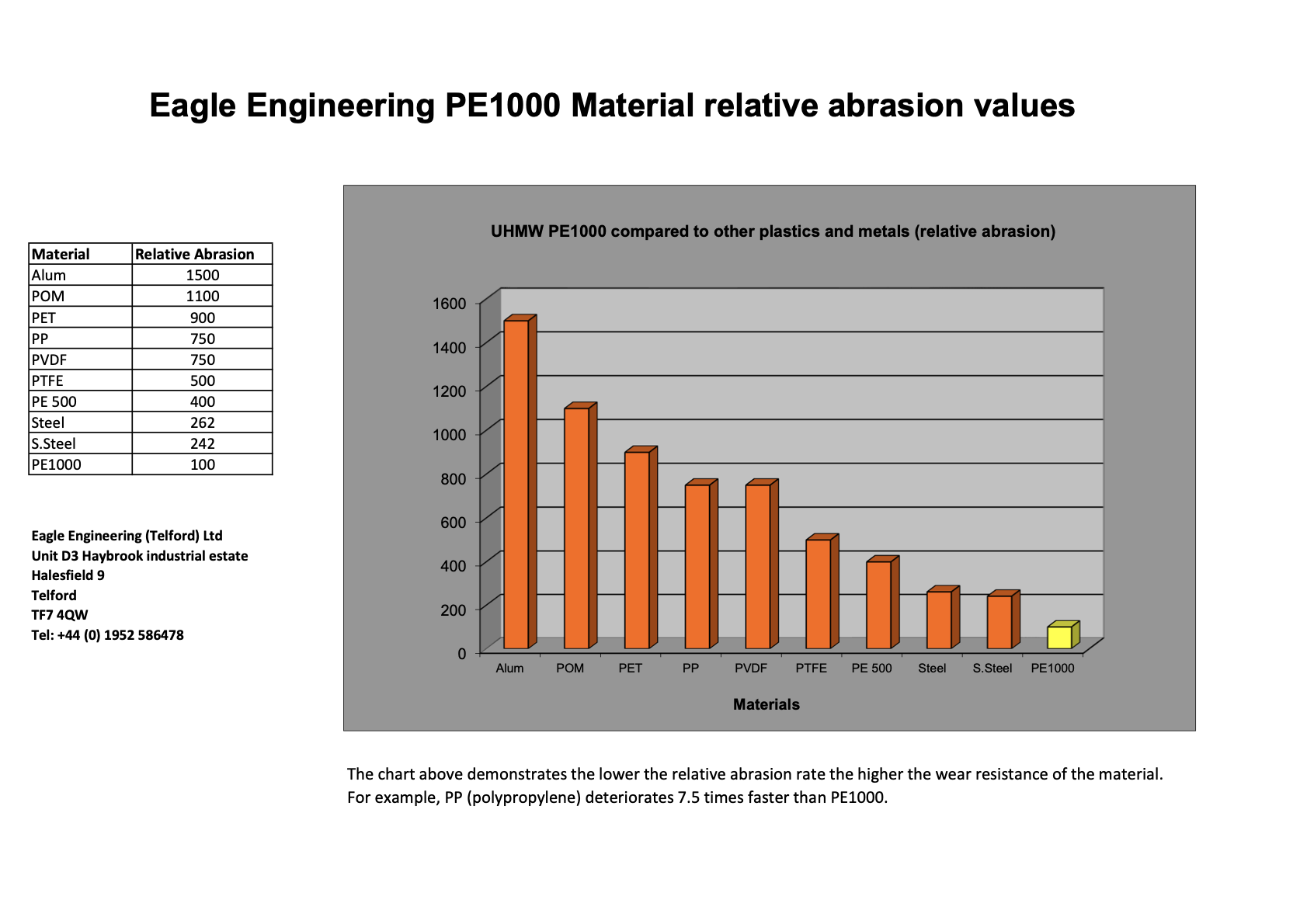
Every barrel manufacturer's literature includes a material specification. Eagle Engineering's specification says UHMW PE1000. Every competitor's says polypropylene. The abrasion test data shows PE1000 outperforms PP by 7.5x — a relative abrasion rating of 100 vs. 750. But the spec sheet doesn't explain why one polymer outperforms the other by such a wide margin in a plating barrel application. Understanding the molecular-level reasons matters, because it explains not just the abrasion number, but why PE1000 barrels maintain perforation geometry, resist creep, survive impact loading, and reject part adhesion in ways that polypropylene fundamentally cannot.
Molecular Weight: The Foundational Difference
The defining characteristic of PE1000 is its molecular weight. Standard high-density polyethylene (HDPE) has a molecular weight in the range of 50,000 to 250,000 grams per mole. Polypropylene is in a similar range. UHMW PE1000 has a molecular weight of 3.5 to 7.5 million grams per mole — roughly 20 to 100 times longer polymer chains than the materials used in every other plating barrel on the market.
That difference in chain length is not incremental. It changes the fundamental mechanical behavior of the material. Longer chains mean more entanglement points between adjacent molecules. More entanglement means more energy is required to pull chains past each other — which is exactly what happens during abrasion, creep, and impact loading. The longer the chains, the more they grip each other, and the harder the material is to deform permanently.
The Spaghetti vs. Fishing Line Analogy
Think of polypropylene's molecular structure like a pot of short spaghetti strands. Each strand touches its neighbors, but they slide past each other relatively easily under sustained force. Now imagine replacing those short strands with fishing line — each piece running the full length of the pot, tangled and knotted with every other strand. That's PE1000. The individual molecules are so long that they physically entangle with enormous numbers of neighboring molecules, creating a three-dimensional network that resists deformation from every direction simultaneously.
When a plating barrel rotates under load at 60-65 degrees C for thousands of hours, the molecular chains in the barrel wall are being pulled, compressed, and abraded continuously. In polypropylene, the shorter chains eventually slide past each other — producing the gradual creep, perforation closure, and surface degradation that shows up in production. In PE1000, the ultra-long chains hold their positions because the entanglement network absorbs and distributes those forces across millions of molecular contact points.
Creep Resistance: Where the Battle Is Won
Creep — the slow, permanent deformation of a polymer under sustained load at elevated temperature — is the single most important material property in a plating barrel application. Both PP and PE1000 can survive plating bath temperatures without immediately softening. The difference emerges over time.
Polypropylene is a semi-crystalline polymer with a glass transition temperature around 0 degrees C and a softening point that begins to affect mechanical properties in the 60-80 degree C range — exactly where plating baths operate. At these temperatures, the amorphous regions between crystalline domains become more mobile, allowing chain slippage under sustained mechanical load. The result is measurable creep: barrel walls slowly distort, perforations narrow, and the barrel gradually loses the geometry it was manufactured with.
PE1000's ultra-long chains create a much denser entanglement network in the amorphous regions. Even at plating bath temperatures, those entanglements resist chain mobility far more effectively than PP's shorter chains can. The crystalline regions in PE1000 are also larger and more stable, providing additional anchoring points that hold the material's shape. This is why a 6-month head-to-head test at a major German facility showed PP barrel perforations deforming and closing while Eagle PE1000 perforations remained geometrically perfect under identical conditions.
Abrasion Resistance: A Direct Consequence of Chain Length
Abrasive wear occurs when material is removed from a surface through mechanical contact. In a plating barrel, abrasion happens at perforation edges (where parts tumble against the wall), at contact points (where the barrel meets drive components), and across the barrel interior surface.
At the molecular level, abrasion tears polymer chains out of the surface. In polypropylene, the shorter chains are easier to extract — less energy is required to pull a short chain free from its neighbors. In PE1000, each chain is entangled with so many neighbors that extracting it requires tearing through the entire entanglement network. The published abrasion data — PE1000 at 100 vs. PP at 750 — is a direct measurement of this extraction resistance. It takes 7.5 times more energy to abrade PE1000 than PP, because you're fighting 20 to 100 times more molecular entanglement per unit of material removed.
In practice, this means PE1000 perforation edges stay sharp and open, maintaining the designed open area percentage across years of service. PP perforations round over, narrow, and eventually close — reducing open area by 20% or more within 2 years of heavy-duty service. See Why Barrel Open Area Matters for what that degradation costs in deposit quality and energy consumption.
Impact Resistance: Why PE1000 Absorbs Without Cracking
Plating barrels experience repeated impact loading — parts tumbling against the wall, barrels being handled during maintenance, occasional collision with tank fixtures. Polypropylene is a relatively brittle polymer at lower temperatures and after aging. Under sharp impact, PP can crack at stress concentration points, especially at perforation edges and weld joints.
PE1000's entangled chain structure gives it exceptional impact absorption. Instead of cracking, the material deforms elastically — absorbing the energy across its molecular network and returning to shape. Even at low temperatures, PE1000 maintains its impact resistance because the entanglement network doesn't become brittle the way PP's crystalline domains can. Eagle Engineering's Double Lock construction leverages this property: under destructive testing with a fly press, the PE1000 material stretches and deforms before the joint fails. The material absorbs the energy rather than transmitting it to the joint.
Chemical Inertness and Part Adhesion
PE1000 is one of the most chemically inert polymers available. Its non-polar molecular structure gives it exceptional resistance to acids, alkalis, and the plating chemistries used in zinc, nickel, copper, and other electrodeposition processes. But chemical resistance alone doesn't explain why PE1000 barrels show zero part entrapment while PP barrels experience adhesion issues as their surface degrades.
The answer is surface energy. PE1000 has an extremely low surface energy — meaning it resists wetting and adhesion at the molecular level. Parts physically cannot bond to the barrel wall because there is insufficient molecular attraction between the plated metal surface and the PE1000 polymer. Polypropylene starts with reasonable surface properties, but as its surface degrades through abrasion and chemical exposure, micro-roughness increases and adhesion sites develop. PE1000's superior abrasion resistance means its surface stays smooth and low-energy for the entire service life of the barrel.
Tensile Strength and Perforation Density
PE1000's ultra-high tensile strength — a direct result of its molecular chain entanglement — has a practical design consequence: it allows more perforations per unit area of barrel wall. A stronger material can support more holes without compromising structural integrity. This is why Eagle Engineering can offer C-slot perforations that deliver 131% more open area than standard round holes — the PE1000 wall retains its structural strength even with dramatically more material removed.
In polypropylene, increasing perforation density weakens the barrel wall faster because the shorter polymer chains provide less structural support between perforations. PP barrel manufacturers are constrained to lower open area percentages not because of perforation technology, but because their material can't structurally support more open area. The material is the limiting factor. See C-Slot vs. Round Hole vs. Straight Slot for the performance data on each perforation type.
The 20+ Year Test That Proves the Theory
Material science theory is one thing. Production data is another. Eagle Engineering barrels at one facility have operated continuously for 20+ years on a 24-hour, 6-day-per-week schedule, carrying 150 kg loads per cycle, with each barrel plating over 10,000 metric tonnes of parts. After 20+ years, the barrels are still in service — perforations open, geometry intact, no structural degradation.
No polypropylene barrel manufacturer has documented comparable longevity at comparable duty cycles. The molecular-level differences described in this article are the reason. PE1000's combination of chain entanglement, creep resistance, abrasion resistance, and chemical inertness produces a material that sustains its manufactured properties across a service life that PP simply cannot match. The spec sheet says 7.5x. The production floor confirms it.
Eagle Engineering is the only barrel manufacturer building with UHMW PE1000. Level Up Plating Supply is their exclusive North American distributor. Request a quote with your barrel dimensions, load weight, chemistry, and bath temperature.
Request an Eagle Barrel Quote →